Vertical Conveyor Manufacturer
These systems move materials in factories, warehouses, industrial plants, institutions or anywhere that products or supplies need to move from one level to another. They provide fast, efficient, convenient and safe access to/from mezzanines, balconies, basements, and between levels in multiple story buildings.
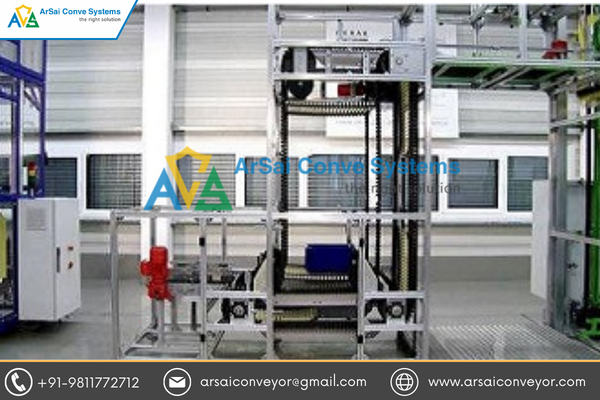
These models accept loads horizontally, convey vertically and discharge horizontally, all in a continuous non-stop operation with loading and unloading in a Z pattern. Systems may be single direction or reversible, as required. Ideal for high-speed applications that require light-duty lifting of boxes, cartons, packages, totes, containers or cases.
Vertical Conveyor Benefits:
- Safely transport materials from one level to another.
- Install in new or existing building. Install in unused elevator shafts. Indoor or Outdoor.
- Lift-well is not required; only floor cut-out.
- Less costly to install, operate and maintain than elevators.
- Safer than using a forklift to move materials between levels.
- Move loads of all shapes, sizes and weights from 1 lb. to 200,000 lbs.
- Proven design with thousands of installation world-over.
- Safe, efficient, convenient means of moving materials vertically.
- Hydraulic, mechanical and fully automated systems.
- Equipped with advanced safety features to protect men and materials.
- Turnkey installation available. Customized to your application needs.